





| 厚度 | 8 |
|---|---|
| 截面形狀 | 帶 |
| 廠家(產(chǎn)地) | 河北 |
| 單位 | 米 |
| 材質(zhì) | 天然橡膠 |
| 品牌 | ZZ |
| 型號(hào) | Z |
| 加工定制 | 是 |
![]()
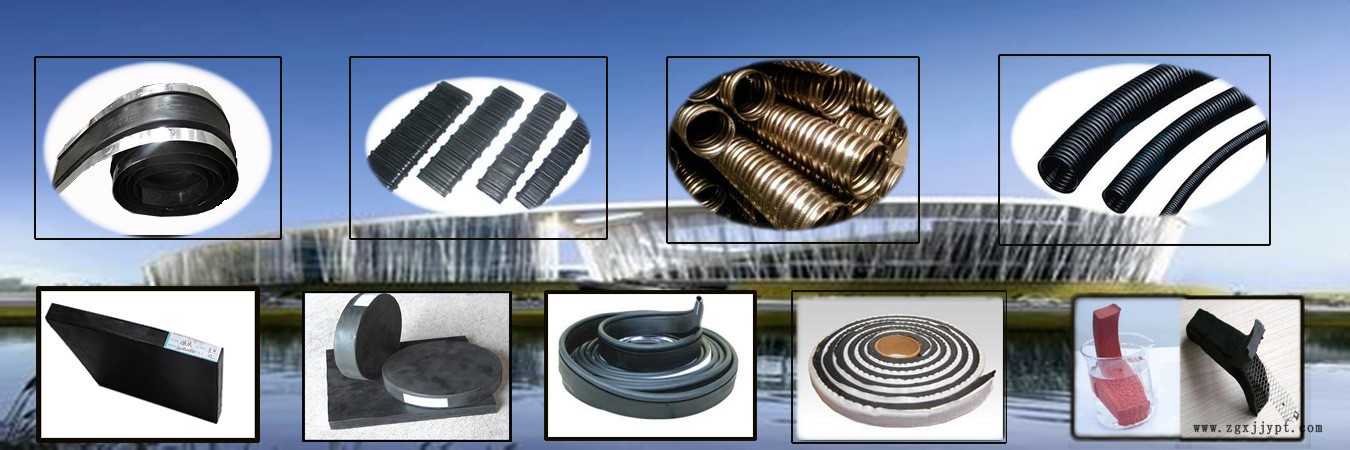
產(chǎn)品名稱(chēng)

中埋式橡膠止水帶的接頭方式有兩種:一種是用粘接劑冷接頭法,另一種是熱硫化模具接頭法**我們來(lái)詳細(xì)介紹一下熱硫化模具接頭法。
熱接硫化法接頭是使用與橡膠止水帶匹配的熱硫化模具及生膠片現(xiàn)場(chǎng)硫化熱接,施工難度大,但接頭效果理想,適合對(duì)工程質(zhì)量要求嚴(yán)格的項(xiàng)目。
橡膠止水帶接頭步驟如下:
**步:首先準(zhǔn)備好橡膠止水帶接頭所需要的熱硫化復(fù)合式焊接機(jī)具:
第二步:提前30分鐘接通電源進(jìn)行熱熔焊機(jī)預(yù)熱,預(yù)熱溫度應(yīng)達(dá)到130~150℃。
第三步:將止水帶接頭切割整齊,利用打磨機(jī)對(duì)端頭進(jìn)行打磨,寬度不小于5cm。
第四步:分別切割10cm寬生橡膠幫接條和1cm寬生橡膠連接條。
第五步:拔掉電源,關(guān)閉預(yù)熱焊機(jī),將止水帶接頭平鋪在焊機(jī)底板上。
第六步:將1cm寬生橡膠連接條放入接縫中間。然后將10cm寬的生橡膠幫接條平鋪在止水帶的打磨面上,保證接縫兩側(cè)寬度均等。
第七步:合上熱熔機(jī),擰緊螺栓。接通電源5分鐘后,再次擰緊螺栓加壓(以?xún)蓚€(gè)人擰不動(dòng)即可),繼續(xù)加熱5分鐘,關(guān)閉電源焊接結(jié)束。
**一步:熱熔焊機(jī)冷卻20分鐘后,取出止水帶,進(jìn)行焊接的外觀檢查,合格后方可進(jìn)行安裝作業(yè)
檢測(cè)報(bào)告

